|
Gao X, Tao C, Wu S, et al. X-ray imaging of defect population and the effect on high cycle fatigue life of laser additive manufactured Ti6Al4V alloys[J]. International Journal of Fatigue, 2022, 162: 106979.
Gao, Xiangxi, et al. "X-ray imaging of defect population and the effect on high cycle fatigue life of laser additive manufactured Ti6Al4V alloys." International Journal of Fatigue 162 (2022): 106979.
Gao, X., Tao, C., Wu, S., Chen, B., & Wu, S. (2022). X-ray imaging of defect population and the effect on high cycle fatigue life of laser additive manufactured Ti6Al4V alloys. International Journal of Fatigue, 162, 106979.
背景简介
激光粉末床熔化(L-PBF)作为一种典型的增材制造技术,具有制造型腔、三维网格或点阵零件、高精度尺寸和精密表面等优势,该技术制备的钛合金零件已在航空航天领域广泛应用。此前已有诸多报道该技术成形钛合金的力学性能与缺陷特征(类型、尺寸、形状、位置及分布)密切相关。
成果介绍
本文采用两种优化激光粉末床熔化工艺制备了横向和竖向Ti6Al4V试样,通过800℃、2h退火消除初生畸变马氏体α'相形成的内应力,相变后微观组织为片层α相和少量β相。具体的成形参数和试样示意图见图1和表1。
表1 两种优化工艺参数
.jpg)
.png)
图1 成形方向和Ti6Al4V试样示意图
激光粉末床熔化Ti6Al4V试样主要有气孔、匙孔和未熔合三类缺陷。图2为缺陷的三维分布和尺寸统计直方图。结果表明优化工艺仍存在不稳定性,并诱发了随机分布的冶金缺陷,尤其是在水平方向。缺陷倾向形成形貌规则的气孔,其尺寸小于40μm,占缺陷总数的90%及以上,这与空心粉含量及堆积过程中未及时逃逸的气体有关;未熔合缺陷在优化工艺条件下非常罕见,尺寸远大于100μm,呈现出垂直沉积方向的层状特征,这种缺陷特征可能是由于偶尔出现粉末刮削的局部扰动而形成;匙孔尺寸范围多为40-100μm,约占缺陷总数的10%,由于反冲压力将熔池周围的熔融液体向下推,易在熔池底部形成。
.png)
图2 缺陷的三维分布和尺寸统计直方图
图3为侧面和端面上缺陷投影面积与长宽比的关系。匙孔特征的工艺相关性导致工艺1中较大的温度梯度和有利的散射条件形成了较深的熔池,同时导致匙孔具有沿堆积方向的方向性,工艺2中较浅的熔池导致匙孔方向性不明显。因此,改变工艺可以控制匙孔的各向异性严重程度,进而影响疲劳性能。
.png)
图3 侧面和端面上缺陷投影面积与长宽比的关系
图4为两种工艺试样在600MPa和R=0.1条件下的高周疲劳寿命。疲劳数据有两个显著特征:(i)分散性,(ii)疲劳各向异性。分散性最大差异可达到百万次循环,同时工艺1的疲劳寿命各向异性明显强于工艺2。除了极少量表面滑移带、气孔和未熔合外,表面匙孔占据了疲劳裂纹源的70%,表明疲劳寿命特征取决于表面匙孔的特征,即垂直于加载应力方向的匙孔尺寸√面积(投影面积的平方根)及其形状,见图5。
.png)
图4 工艺1和工艺2在600MPa和R=0.1条件下的疲劳寿命
.png)
图5 表面匙孔的SEM图像。(a) L-PBF1-H1, 7.4 × 104 周次, (b) L-PBF1-V4, 1.52 × 105 周次, (c) L-PBF2-H14, 1.4 × 105 周次,(d) L-PBF2-V14, 2.5 × 105 周次。
图6为基于√面积模型计算的缺陷应力强度因子范围(ΔKI)与疲劳寿命之间的关系。表面疲劳裂纹源的寿命较短,在循环荷载作用下,表面缺陷引起应力叠加,导致样品早期失效,可以推断,内部裂纹的扩展速度约为表面裂纹的3-9倍;并且气孔对裂纹扩展的影响较小,当缺陷尺寸小于40μm时,表面持久滑移带可演变为裂纹萌生源;未熔合缺陷应力强度因子范围最大,并足以在其出现时作为疲劳裂纹萌生源。
.png)
图6 缺陷应力强度因子范围(ΔKI)与疲劳寿命之间的关系
图7为基于X参数模型的疲劳寿命预测曲线。表面匙孔尺寸√面积和形状参数可从重建三维体积中的缺陷群提取,X参数疲劳寿命预测曲线具有指数衰减关系。
本文利用X射线CT分析三种类型的缺陷特征及其与激光粉末床熔化工艺的相关性,确定了导致疲劳寿命分散性和各向异性的主要因素,以及导致裂纹扩展的缺陷尺寸阈值。最后,结合从缺陷群中提取的临界缺陷几何参数,基于X参数疲劳寿命模型快速有效的估计疲劳寿命,在AM合金的缺陷评价及HCF性能评估中具有较好应用前景。
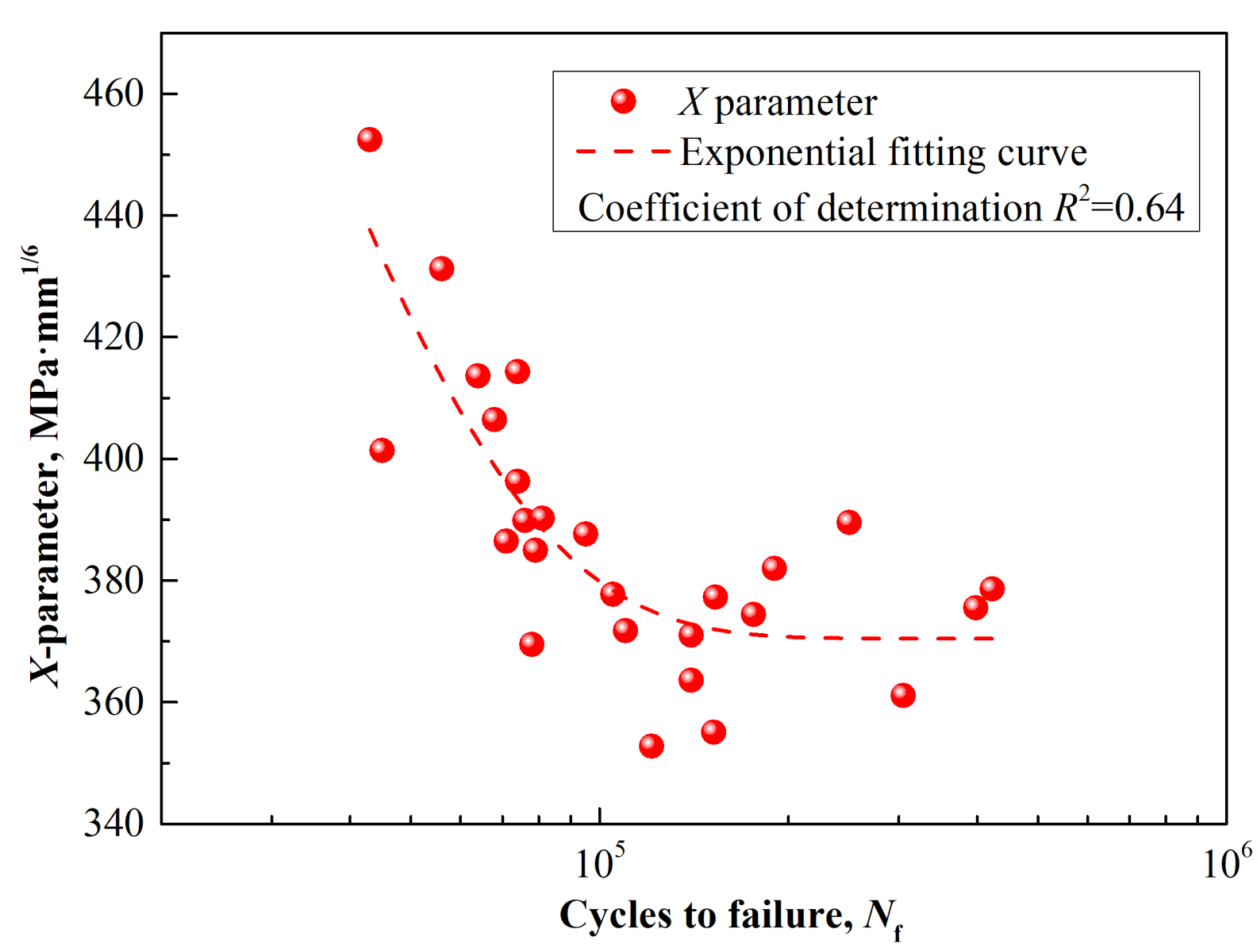
图7 基于X参数模型的疲劳寿命预测
致谢
感谢AECC科技创新平台项目(CXPT-2018-42)和国家自然科学基金(51875541和U2032121)的财政资助。
本期小编:许未晴(整理)
杨逸璠(校对)
程 航(审核)
闵 琳(发布)
|